Die nachfolgenden Definitionen dienen keinesfalls als Basis für eine wissenschaftliche Abhandlung. Wir nehmen uns auch nicht heraus zu behaupten, dass alle Facetten des Entgratens, des Grates und aller anderen, angesprochenen Punkte eingehend betrachtet und vollständig erfasst sind. Wir möchten unseren Kunden und Interessenten einen groben Überblick verschaffen, damit Sie verstehen, wofür wir Anlagen bauen.

Was ist Entgraten?
Ein Grat ist eine Materialausformung, welche durch unterschiedliche Herstellungs- und / oder Bearbeitungsverfahren erzeugt werden kann. Sie ist fest mit dem eigentlichen Bauteil verbunden, ohne tatsächlich gemäß Bauteilzeichnung ein Teil davon zu sein.

Werkzeuge
Die gesamte Erfahrung und das Know-how der vergangenen 25 Jahre haben wir in die kontinuierliche Weiterentwicklung unserer WMS-Werkzeuge investiert. Mittlerweile verfügen wir über eine Auswahl, die nahezu jede Anforderung zuverlässig abdeckt.
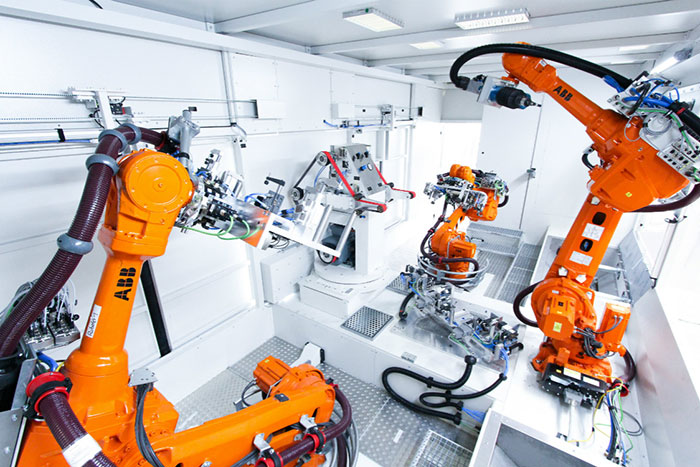
Maschinen
Jede unserer Zellen baut auf einem standardisierten Baukastensystem auf. Unsere Produktdesigner passen dies dann an die anspruchsvollen Kundenanforderungen an.