Hier erhalten Sie einen kleinen Einblick in unser Tagesgeschäft: Die Prozess- und Projektplanung.
Eine exakte Abgrenzung der mechanischen Möglichkeiten zur Entfernung eines Grates ist nicht eindeutig möglich. Folgende Faktoren beeinflussen die Machbarkeit einer mechanischen Entgratung maßgeblich:
- Einsetzbare Werkzeugeinsätze und -materialien
- Bauteilgeometrie, -toleranzen und Zugänglichkeiten
- Die Anforderung an das Entgratergebnis
- Taktzeiten
- Der Erfahrungsschatz des Programmierers, der den Prozess auf das Werkstück abbildet.
So kann beispielsweise ein Entgratprozess theoretisch sehr einfach umgesetzt werden, da die Konturen leicht zugänglich und die Entgratanforderungen erreichbar sind. In der Realität dürfen die optimal geeigneten Schneidwerkstoffe aber nicht verwendet werden, alternative Schneidstoffe erzielen jedoch nicht immer das gewünschte Entgratergebnis.
Ein anderes Beispiel sind Gusswerkstücke. In Abhängigkeit des Alters der Gussform kann das Bauteil „starken“ Schwankungen innerhalb eines Toleranzbereichs unterliegen. Ist die Gussform neu, sind die Toleranzen deutlich geringer, ein Entgratprozess lässt sich bei diesen Werkstücken erheblich einfacher abbilden. Mit zunehmendem Alter der Form steigen auch die Schwankungen im Guss. Der Prozess aber muss darauf angepasst werden über alle Gussformstadien hinweg die gleiche Qualität zu liefern.
Bohrungsverschneidungen können, abhängig von Ihrer Zugänglichkeit, sowie dem einsetzbaren Werkzeug bis zu einem gewissen Grad bearbeitet werden. Ein Wurzelgrat bleibt bei der mechanischen Entgratung in der Regel immer zurück. Dieser kann durch die Kombination mit chemischer, oder thermischer Entgratung entfernt werden. Hinterschnitte können teilweise mittels Spezialwerkzeugen bearbeitet werden, abhängig von Ihrer Zugänglichkeit Außenkonturen können in der Regel ohne Einschränkungen bearbeitet werden. In der Regel ist hier nur auf die Spannung des Bauteils während der Bearbeitung zu achten.
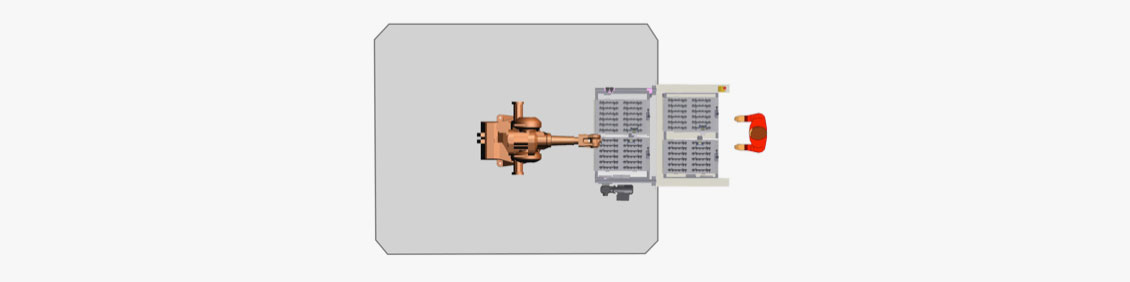
Das Prinziplayout der Entgratmaschine bildet die Basis. Die Flächen- und Bearbeitungspläne, die Taktzeitanalyse und die Auswahl der korrekten Werkzeuge vervollständigen den Prozess.
Prinziplayout einer WMS – Entgratmaschine
Die Grundlage jeder Projektierung bildet zu Beginn das Prinziplayout. Dies besteht aus definierten Platzhaltern, die einerseits durch eine grafische Anordnung dem Kunden einen Überblick geben sollen. Andererseits sind diese durch Paramter verknüpft, die uns bei der Projektierung helfen, Abhängigkeiten zu erfassen und diese Abzubilden. Den Rahmen jeden Prinziplayouts bildet der Stahlrohrkörper des Zellengerüsts. Aufgrund der Modularisierungsstrategie bei WMS stellt dies den ökonomischen Vorteil eines Baukastensystems sicher. Andererseits kann durch Auswahl aus verschiedenen Baugrößen und Applikationsparametern auf das Kundenwerkstück eingegangen werden. Dem Mix haben wir nunmehr über 20 Jahre Reifezeit gegeben, weswegen dieser auf die allermeisten Kundenapplikationen bestens voreingestellt ist. Aus einem modular aufgebauten Systembaukasten können verschiedene Bausteine herausgepickt und innerhalb der definierten Rohrrahmenkonstruktion platziert werden. Dabei verlassen wir uns stets auf unsere etablierten Lieferanten, die uns teils seit der Gründung sicher und verlässlich zur Seite stehen.
FLÄCHEN- UND BEARBEITUNGSPLÄNE
Zu den ersten Daten, die wir vom Kunden für die erfolgreiche Projektierung der Entgratanwendung benötigen, gehören die Bauteildetailzeichnungen, sowie STEP-Dateien. Ohne diese ist eine Entgratanwendung aus unserem Haus nur mit erhöhtem Aufwand durchführbar. Die STEP-Dateien werden von unseren Prozessspezialisten in das CAD-Programm importiert und es werden in einem aufwendigen Schnittverfahren die zu entgratenden Konturen abgebildet. Nachdem der Kunde diese Aufstellung freigegeben hat, kommen unsere Prozessspezialisten nochmals zum Zuge. Eine Gesamtaufstellung aller benötigten Werkzeuge, sowie eine Taktzeitberechnung sind Grundbestandteil des Prozessengineerings. Im Nachgang können daraus optional Versuche mit der Entgratmaschine ausgelöst werden, die eine Prozessfähigkeit sicherstellen.
TAKTZEITANALYSE
Jeder Fertigungsprozess wird maßgeblich durch die Taktzeit bestimmt. Auch die der Maschinenfertigung nachgelagerten sekundären Prozesse, dürfen die Taktzeit nicht negativ beeinflussen. Leider wird allzuoft die Entgratung nicht in den Fertigungsfluss miteinbezogen und so entstehen gerade kurz vor der vermeindlichen Fertigstellung nochmals betrachtliche Aufwände, um die erforderlichen Qualitäten der bearbeiteten Kanten und Konturen zu erreichen, die in der Fertigungszeichnung verlangt werden. Nicht selten führt dies zu Korrekturen in den Fertigungsvorgaben.
TIPP: Vergessen Sie bei der Fertigungsplanung nicht die Entgratung. Hier können Kostenfallen lauern, wenn unerreichbare Qualitäten gefordert werden.
DAS RICHTIGE WERKZEUG
Bei WMS haben wir die Möglichkeit, aus unzähligen Werkzeugen, mit unterschiedlichen Werkstoffen, Formen und Beschichtungen, auszuwählen und in unsere Entgratmaschine zu integrieren. Unsere Mitarbeiter kennen die Vor- und Nachteile genau. Deshalb nehmen wir uns gerade in der Anfangsphase sehr viel Zeit, um diese Variablen mit unseren Kunden zu besprechen und abzustimmen. Wir wissen, dass unsere Kunden natürlich bereits eigene Erfahrung und Favoriten in der Werkzeugauswahl haben. Gerne gehen wir auf Wünsche ein und beraten mit unserer jahrelangen Erfahrung.


